ブランド: 新昌市
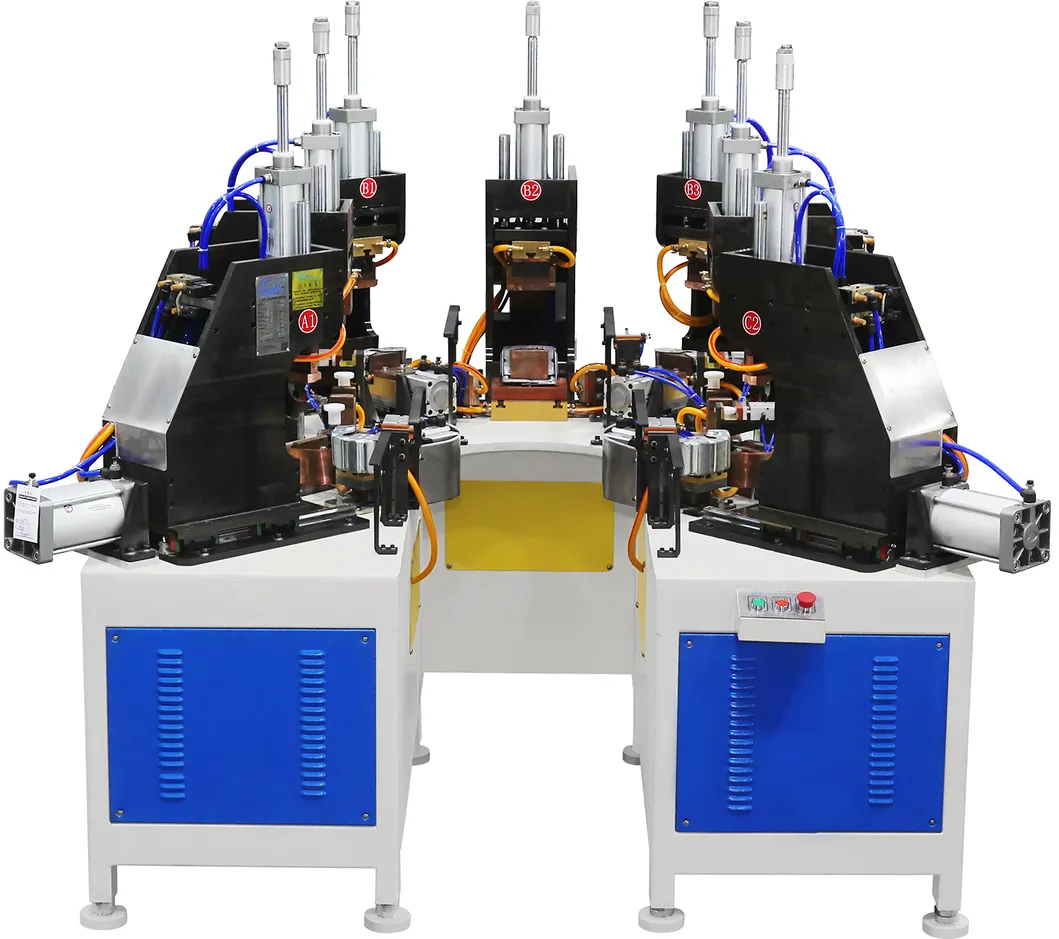
Style: Vertical
Welding Way: Spot Welding
Automatic Or Manual: Automatic
Current: Alternating Current
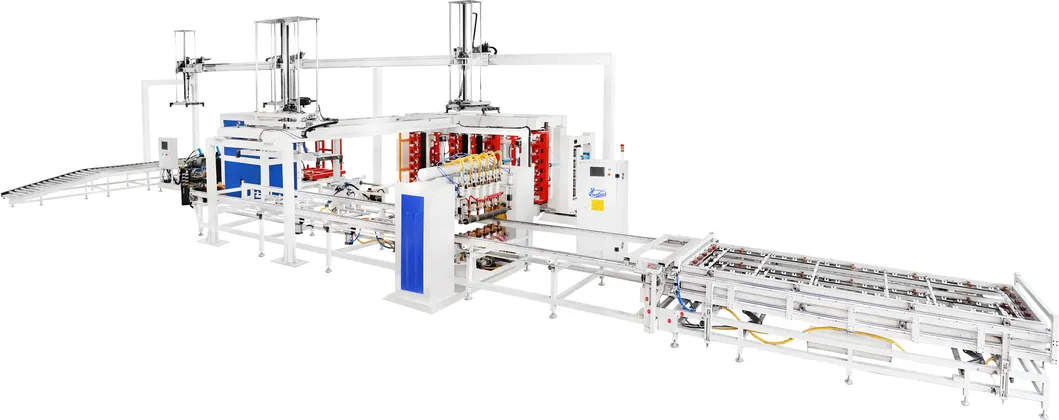
名: Ibcs Production Line
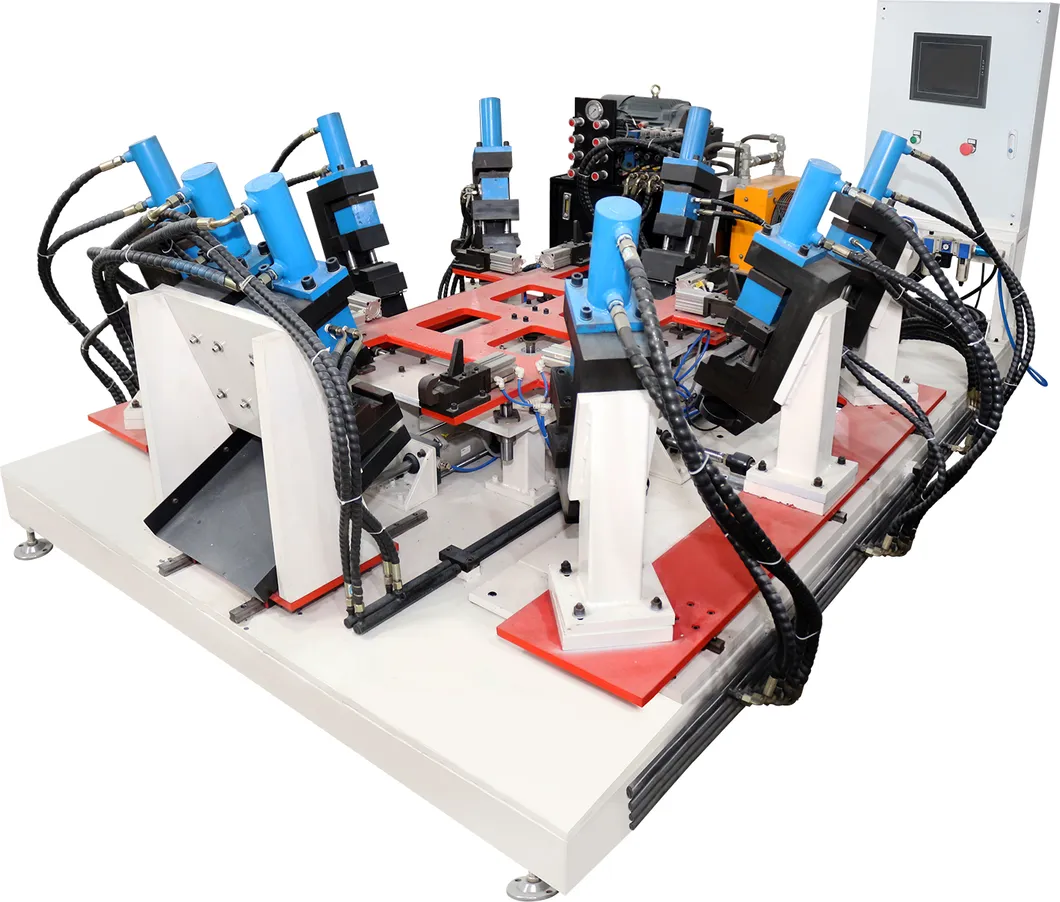
Key: IBC Grid Welding Machine
Transport Package: at Customer's Requrest
Specification: export standard
Trademark: xinchang
Origin: Ningbo China
生産能力: 5 Sets/ Month
カスタマイズ: Available
Cooling Way: Water Cooling
Control: Semi-Automatic
についてのサポート: 5 Sets/ Month

| Advantages | Save energy |
| Improve the power factor and reduce production costs; | |
| In the secondary circuit with large opening area, interference can be reduced and welding current is constant current. When the secondary winding has inductive materials (with magnetic property), it will not affect the welding | |
| make a balance of the loading of power supply device, medium frequency inversion constant current welding power source uses three-phase power and stores energy |